規(guī)格
件號(hào) |
60513 |
63303 |
60512 |
63302 |
工作
流量(cm3) |
0.65 |
0.65 |
0.98 |
0.98 |
支撐力/壓強(qiáng) |
1.6:1 |
1.6:1 |
3.3:1 |
3.3:1 |
最小
工作壓強(qiáng)(bar) |
35 |
35 |
35 |
35 |
最大
工作壓強(qiáng)(bar) |
210 |
210 |
210 |
210 |
最大
支撐能力(kN) |
22.7 |
22.7 |
45.4 |
45.4 |
活塞彈簧 初始 |
9 |
9 |
60 |
60 |
彈力(N )極限 |
30 |
30 |
180 |
180 |
重量(kg) |
1 |
1 |
2.5 |
2.5 |
|
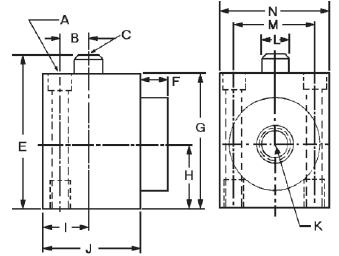
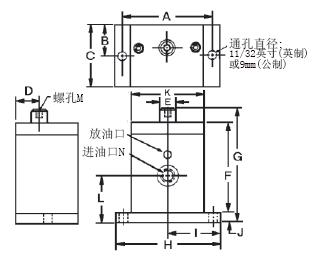
在夾持工件毛坯時(shí)��,輪廓尺寸往往存在差異��。工件基準(zhǔn)確定后, 如以固定墊塊支撐不規(guī)則輪廓�,當(dāng)輪廓尺寸偏小時(shí),墊塊將無(wú)法接觸工件�����,而輪廓尺寸偏大則接觸過(guò)早, 壓緊或加工時(shí),工件將產(chǎn)生變形����。而利用輔助支撐油缸,在施加液壓動(dòng)力前�����,油缸的活塞在內(nèi)部彈簧的作用下���,可停止在毛坯輪廓的任意點(diǎn)�、面上,確保與工件接觸, 吻合輪廓�����。施加液壓動(dòng)力后���,活塞位置才鎖定。鎖定后的輔助支撐油缸對(duì)工件產(chǎn)生如同固定墊塊一樣的支撐作用, 向活塞運(yùn)動(dòng)的反方向?qū)θ魏螇壕o力或切削力提供反作用力��,在不影響三點(diǎn)平面定位的情況下提供額外支撐點(diǎn)��。加工完成后���,釋放油壓�,工件被取走����,活塞自動(dòng)回復(fù)到完全高度。
|

 工作機(jī)會(huì) 訂購(gòu)流程
工作機(jī)會(huì) 訂購(gòu)流程